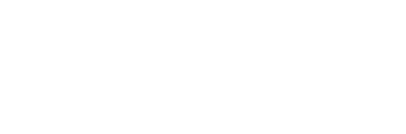
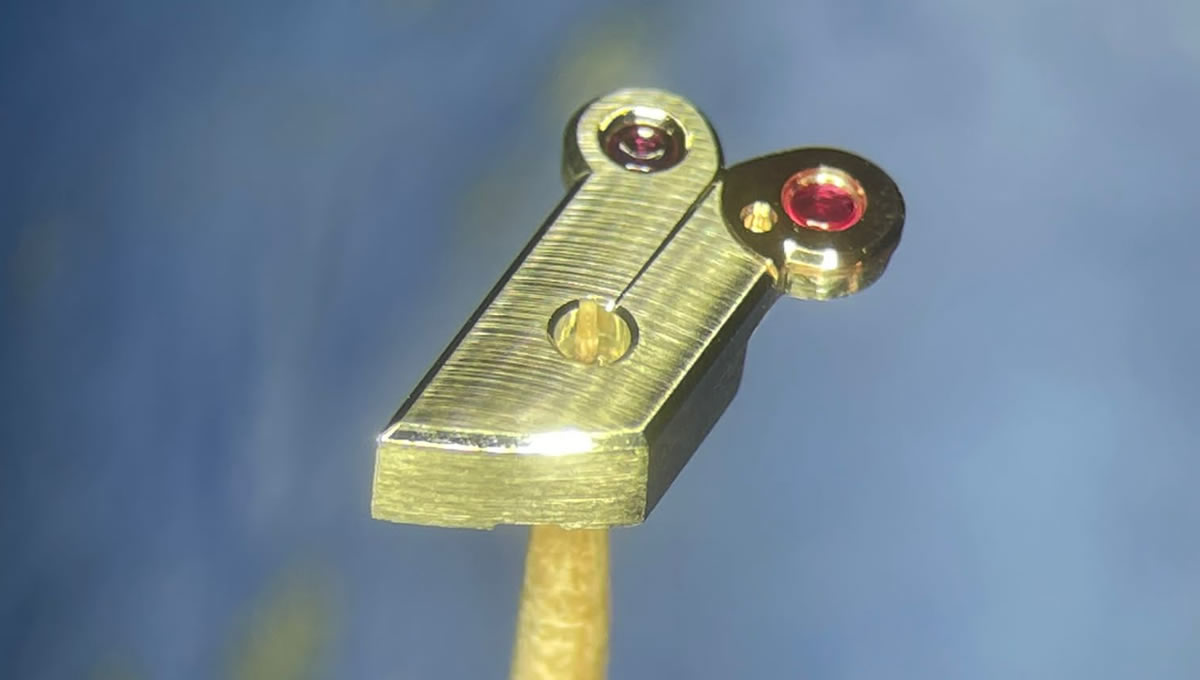
袴座・針
Hand Collet
複雑な形状で構成された袴座は、現代のCNCを用いても美しく削り出す事は容易ではありません。側面や見えない裏面までも機械工作跡が消えるまで研磨仕上げを行います。 針はル・ロックルにあるサプライヤーGMG Composants社にて、18Kホワイトゴールド及び18Kローズゴールドの無垢材から削り出しで切削された状態を、関口氏自身の手作業で整形から研磨まで全てを行います。

Hand Collet
複雑な形状で構成された袴座は、現代のCNCを用いても美しく削り出す事は容易ではありません。側面や見えない裏面までも機械工作跡が消えるまで研磨仕上げを行います。 針はル・ロックルにあるサプライヤーGMG Composants社にて、18Kホワイトゴールド及び18Kローズゴールドの無垢材から削り出しで切削された状態を、関口氏自身の手作業で整形から研磨まで全てを行います。

Case & Crown
竜頭の先端は、制作者である"YOSUKE"の"Yを掘り込みます。ケースのディテールは、内側にシェイプしたコンケーブドベゼルのカーブの角度を滑らかにする事で温かみが感じられるようにデザインし、上面のカーブドサファイヤガラスから文字盤の 端まで視認し易いように設計されています。
Balance Wheel
1960年代製のデッドストック品チラネジ付きバイメタルテンプを再仕上げし、その後青く焼き入れ作業を行います。振動数を計測し長さを調整後搭載しています。また、伸縮しないPrimevere用の現代のヒゲゼンマイを使用するため、テンワは切らずに組み込みます。
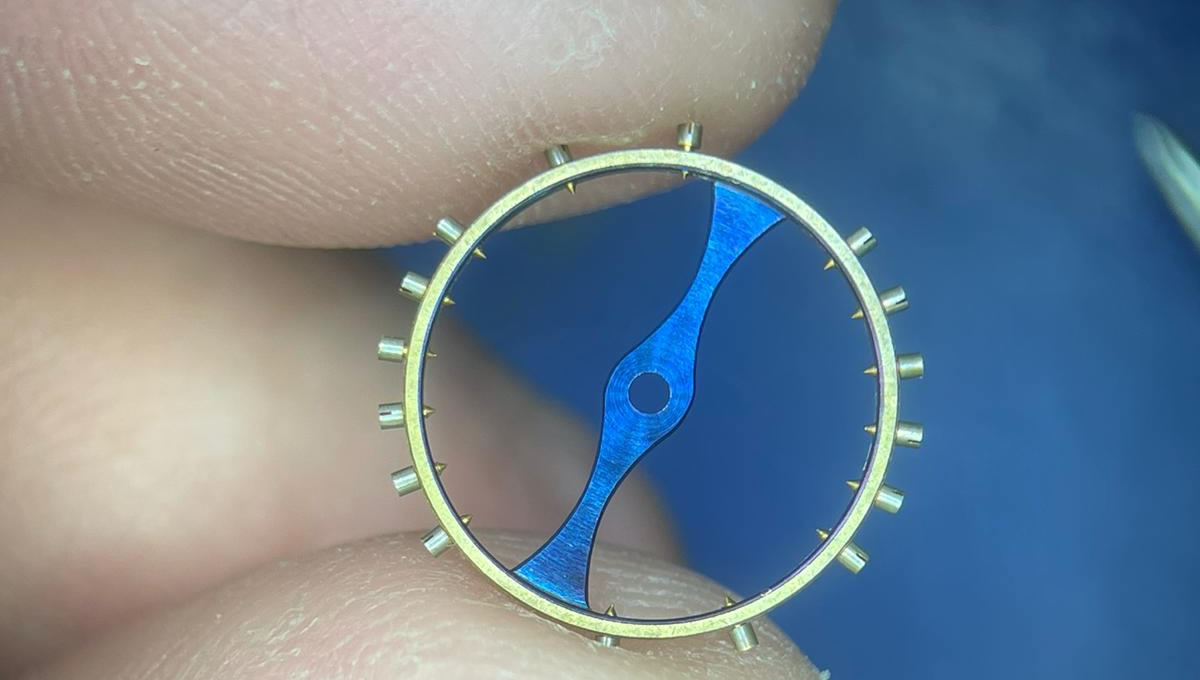
Ratchet Wheel
鉄の棒材の状態で歯車の削り出し作業を行います。その後、角穴車の厚みにスライスします。歯と歯の間は、研磨作業の前にひと歯ずつ手作業で成形の下準備を行います。
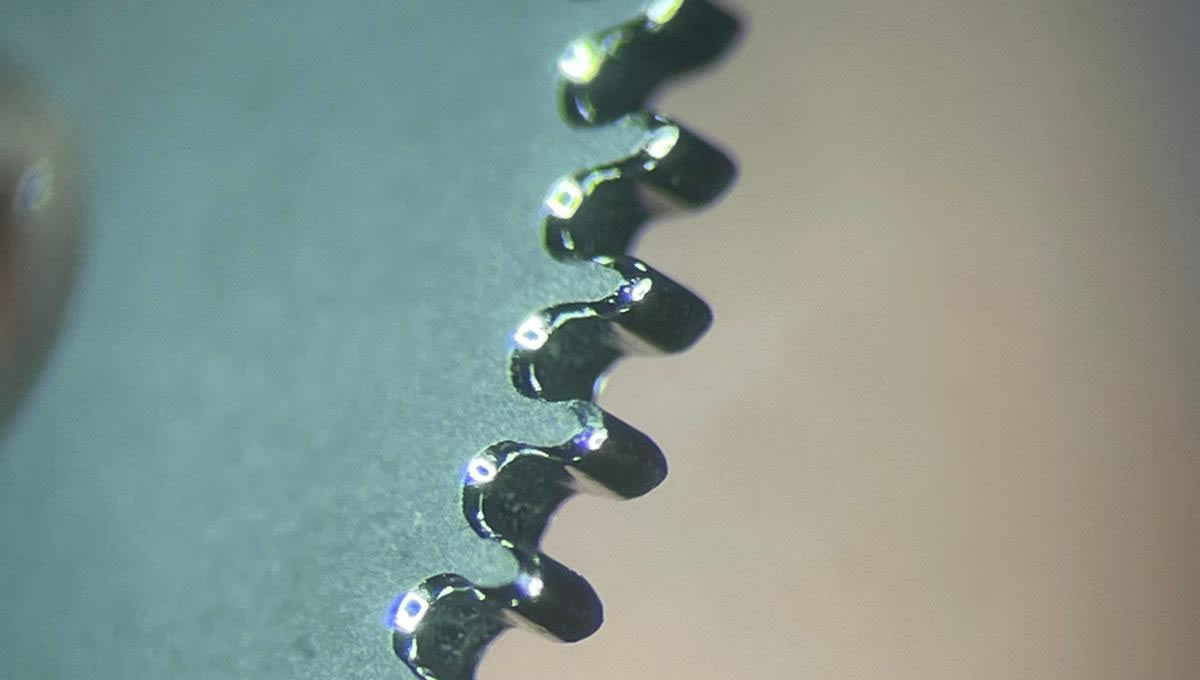
Regulator
一見耐震装置が付いていないシンプルな受け石のみが入った鉄製枠に見えます。しかしその下にはインカブロックが隠されています。かつての懐中時計の外観を保ちつつ、天真への衝撃を最大限回避する為に上下に耐震装置が組み込まれています。

Third Wheel(Fourth Wheel)
GMG Composants社で歯車の状態に削り出された後、関口氏が歯車の歯を切り出す作業を行います。その後面取りのヤスリ掛けや研磨仕上 げを顕微鏡を使いながら行い、その後メッキ仕上げを行います。 全て繊細な作業の為、技術と集中力が必 要とされます。ローズゴールド製ケースには研磨仕上げ、ホワイトゴールド製及びステンレス 製ケースにはヘアライン仕上げを組み入れます。

Pallet Fork
精度が最も要求されるアンクルは、2つの部品から構成されており、軸でネジ留めされます。現代のアンクルの設計とは大きく異なり、研磨仕上げは極めて繊細な 作業の為、熟練の技が要求されます。

Escape Wheel
テンプ同様、1970年代製の最高級仕様のデッドストック品をベースに、歯先の精度を保ちつつ、ブリッジや歯の裏の面取り作業を行います。また、軽量化のためブリッジの部分を薄くし、サテン仕上げを施すことで緩急を表現しています。
Escape Wheel Bridge
他の受け、地板同様GMG Composants社で洋銀 「ジャーマンシルバー」製のエボーシュを仕上げます。センターの切り込みは、ヤスリでラインを入れその後 他の受け板の面取りを行った同じ角度で、V字を研磨していきます。 そうすることで、 他の受け板の面取り作業を行った面 と同時に光に反射する様が確認出来ます。

Click
コハゼとバネが一体になっています。 多く使われた 直線的デザインでなく、バネ部を丸くし調和の取れ た美しいデザインに製作しています。
雪の下でも待ちきれずに花を咲かせるプリムヴェール(サクラソウ)。
その姿は、私の時計が時を刻みはじめた象徴です。
時計づくりは、私が長く思い描いてきた仕事でした。
三枚の花びらは、妻と二人の子どもを表しています。
このロゴはその想いをかたちとして表したものです。
私自身のイニシャルもまた、 これらの時計の中に静かに込められています。